Here are some suggested settings for printing face masks on a filament extrusion style printers. Settings can vary from printer to printer so these can be adjusted for best results. These are just a starting point. Please adjust as needed for your printer to achieve the best results.
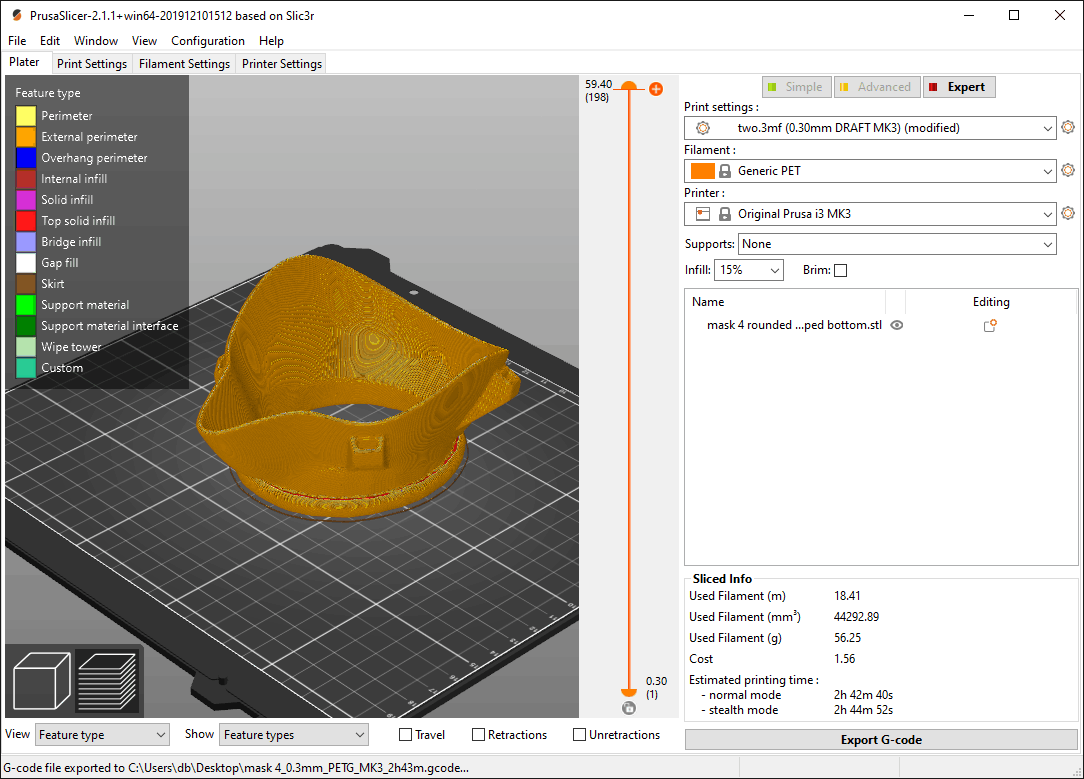
PRINTER PROFILE - If you have the ability to start from a default profile/setting, start with something like a 0.3mm Draft profile. This is primarily to start with a faster profile because the mask is rather large and the target should be to print one in under 3 hours.
MATERIAL - We are printing masks using PETg filament.
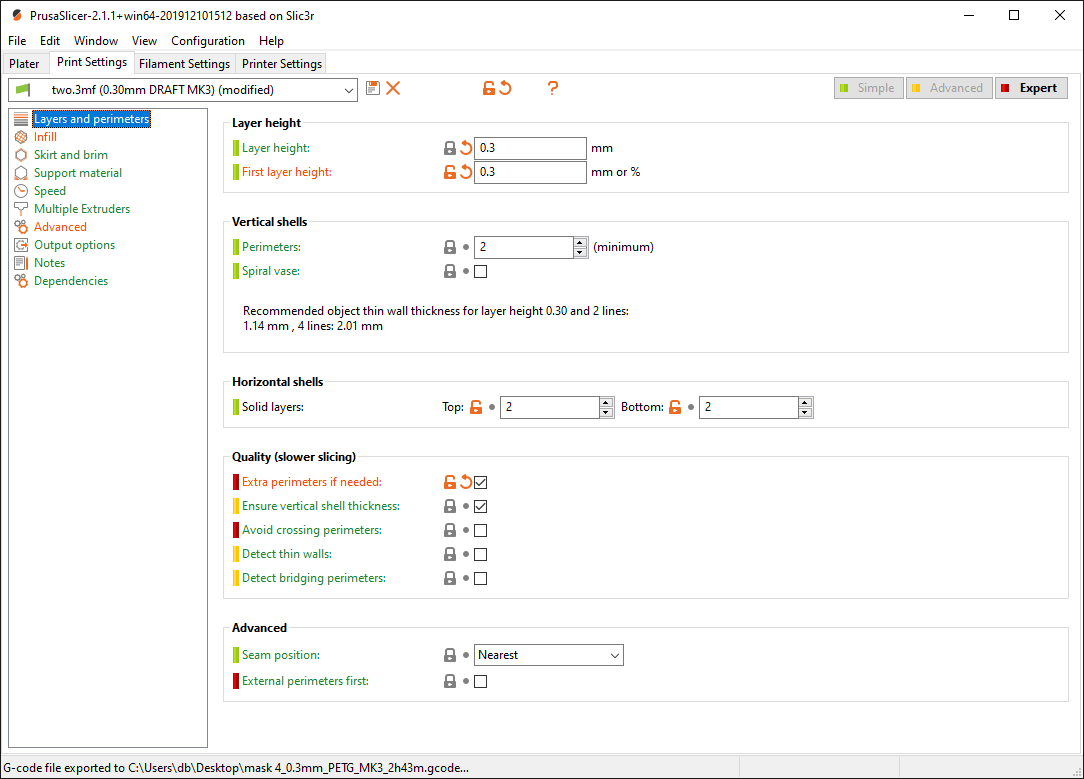
LAYER SETTINGS - For layer height and first layer height, we suggest 0.3mm. This is on a 0.4mm nozzle printer. If your printer has a different nozzle size or you want to trade off quality/speed you would likely want to adjust this setting.
SHELL LAYERS - We recommend 2 top layers and 2 bottom layers.
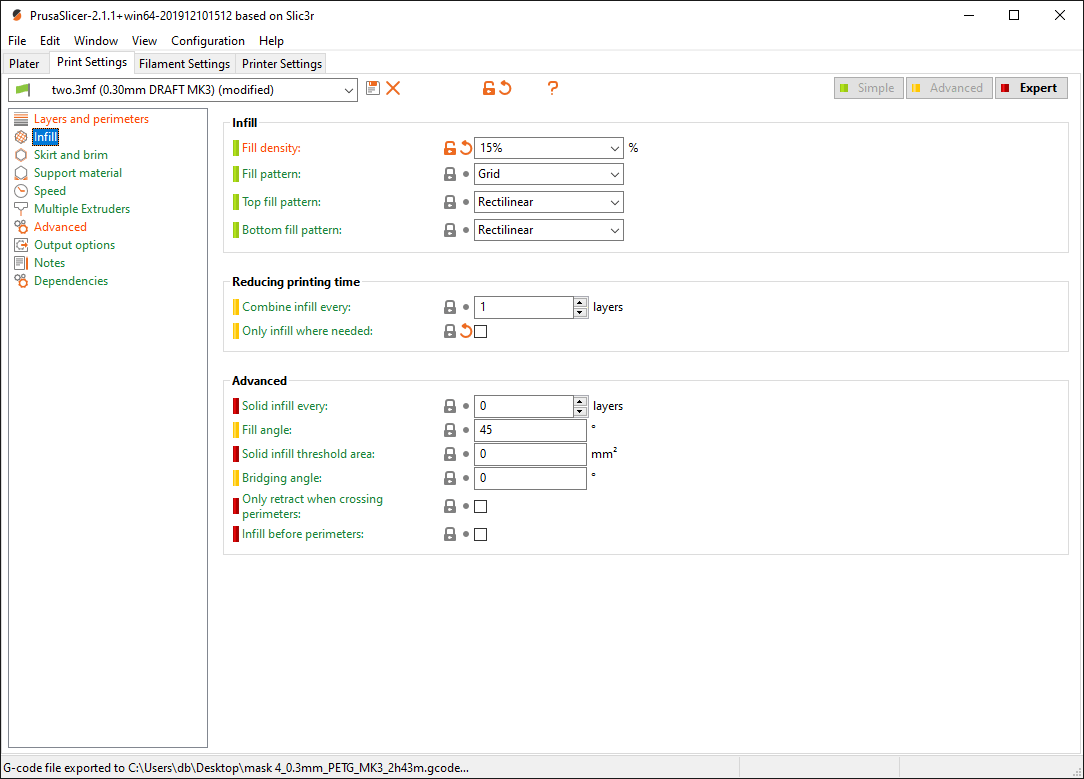
INFILL - Fill desity 15%.
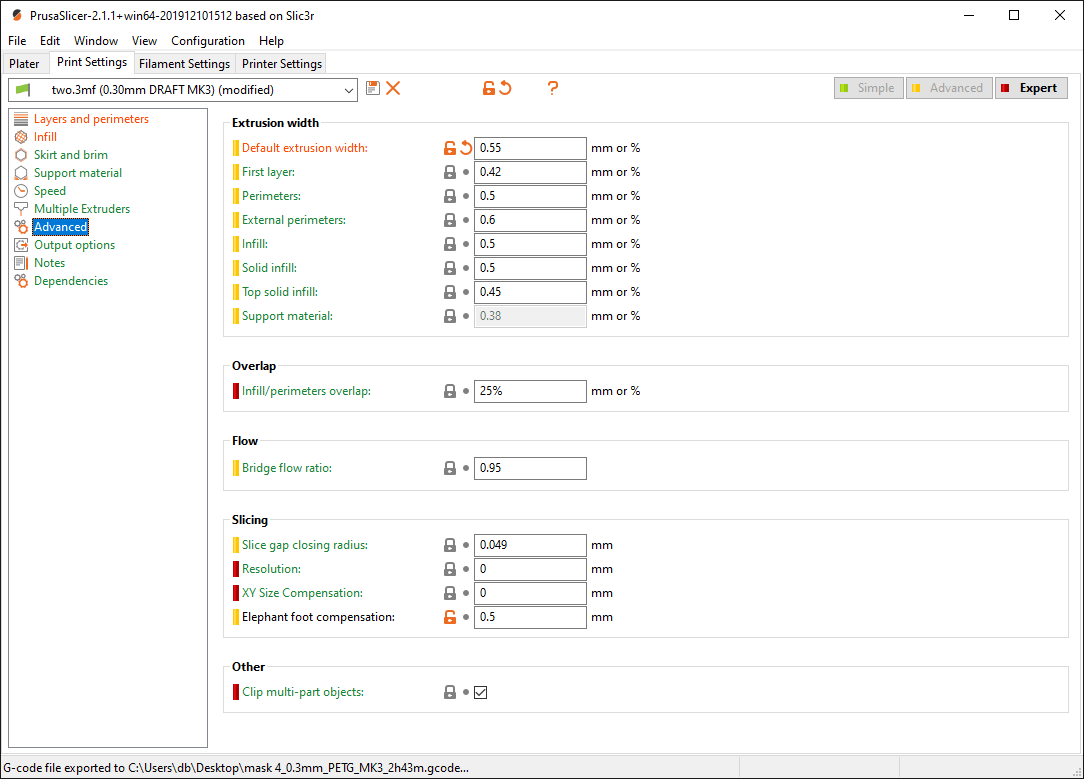
ADVANCED - Bump Default Extrusion Width up from it's default slightly as a suggestion to get some additional adhesion between print layers. For a 0.4mm nozzle printer, bumping the default from 0.5mm to 0.55m, Our printers needed Elephant Foot Compensation of 0.5mm to prevent a small brim on the first layer.
SETTINGS - Below are screenshots from Prusa Slic3r showing all print settings. Hopefully this will help if there is any confusion on any particular settings.